
 Maintenance And Remanufacturing
Maintenance And Remanufacturing



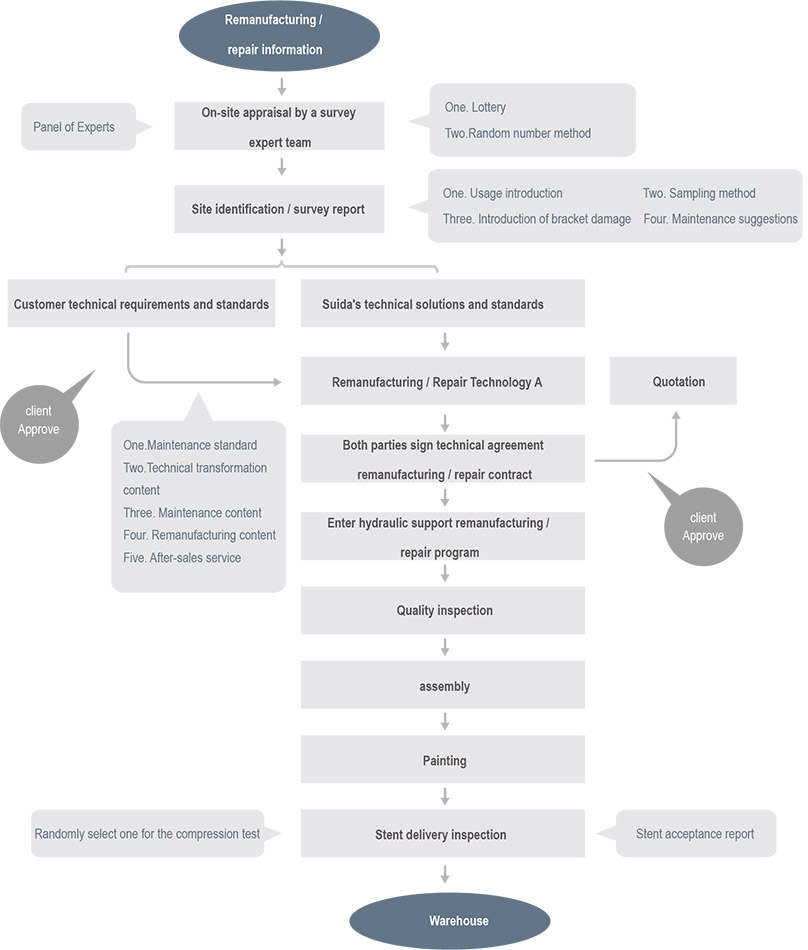
Quality control chart of stent remanufacturing process

Participated in the preparation of the national standard for the overhaul of hydraulic supports, and formed an independent enterprise maintenance standard system based on national industry standards. At present, there are more than 20 technical standards for enterprises, more than 50 process operation instructions, and 36 procurement and quality control standards.

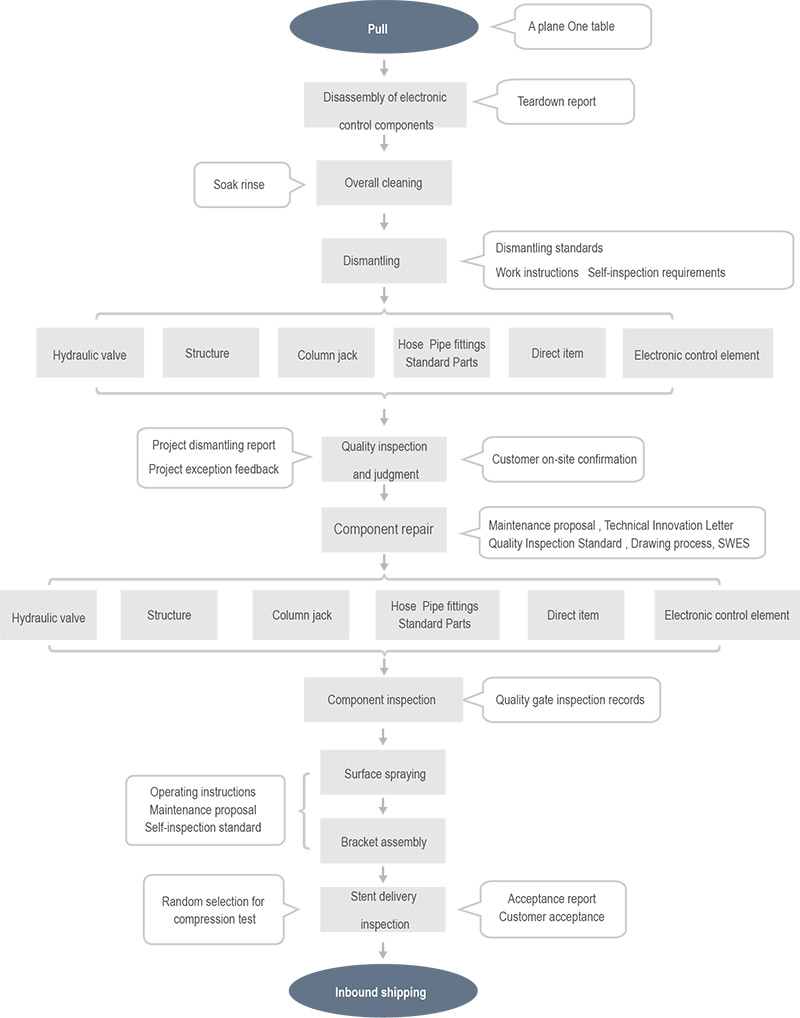
Stent remanufacturing process flow chart
Hydraulic valve repair
| Main process | Content | Standard | Parameter | Remark |
| Sandblasting | Valve body 100% sandblasted | QJ-SDMJ.05.008-2017 | Roughness Ra1.6, particle size 0.2mm | Flexible blasting with 100% coverage |
| Cleaning anti-rust | All parts are degreased and derusted | GB/T25974.3-2010 | 10min / batch | Degreasing, degreasing, rinsing, rust prevention |
| Inspection and maintenance | Inspection, maintenance and replacement of part size and structure | QJ-SDMJ.05.008-2017 | Digital detection accuracy 0.01mm | Digital inspection records, all seals are renewed |
| Assembly pressure test | Full valve assembly and factory seal test | GB/T25974.3-2010 | Test pressure 0.2-60MPa | Pipeline operation, 100% inspection record |
Structural repair
| Main process | Content | Standard | Parameter | Remark |
| Appearance pretreatment | 100% sandblasting on the surface of structural parts | QJ-SDMJ.05.011-2017 | Surface Sa2.5 Strengthening layer |
Multi-nozzle full angle, coverage rate above 95% |
| Weld inspection | 100% inspection of main welds | QJSDMJ.05.002-2017 | Non-destructive testing, not less than the requirements of class II welds | Magnetic particle + ultrasonic comprehensive inspection |
| Welding repair | Repair of weld defects and minor base metal damage | QJSDMJ.05.010-2017 | Isobaric matching, preheating 150-200 ℃ | Post-weld insulation + overall elimination |
| Articulated hole repair | 100% repair of deformed hinge holes | QJSDMJ.01.003-2017 | Roughness 6.3, within 0.5 coaxiality | Overall boring repair after high-strength surfacing |
| Exterior paint | Structural paint spraying | QJSDMJ.05.003-2017 | Film thickness is greater than 100um | One primer and two top coats |
Column Jack Repair
| Main process | Content | Standard | Parameter | Remark |
| Appearance pretreatment | 100% sandblasting on the cylinder surface | QJ-SDMJ.05.011-2017 | Surface Sa2.5 Reinforced layer 0.3-0.5 |
Self-rotating shot peening, coverage rate is over 98% |
| Bore honing | 100% honing of cylinder bore | QJSDMJ.01.003-2017 | Inner hole roughness 0.4 dimensional tolerance H9 |
Built-in pressure sensor for precise control |
| Cold arc fused copper | Remanufacture of sliding surface of cylinder inner wall | QJSDMJ.01.003-2017 | Hardness HB220-260 | Metallurgical bonding, self-lubricating materials |
| External cladding | External manufacturing of rod parts | QJSDMJ.01.003-2017 | Copper accelerated salt spray test 400h | Metallurgical bonding, hardness up to HRC50 |
| Cylinder mouth cladding | Remanufacturing the sealing surface of the cylinder bore | QJSDMJ.01.003-2017 | HB240-280, dimensional tolerance H9 | 3 times better material corrosion resistance |
| Foot valve cladding | Remanufacture of bottom valve hole seal | QJSDMJ.01.003-2017 | HB230-260, dimensional tolerance H8 | 3 times higher metallurgical combined corrosion resistance |
The company has independently developed over 40 specialized equipment and tooling for remanufacturing of hydraulic supports, and has obtained nearly 30 national patents.
 Structural parts automatic pass type shot blasting machine
Structural parts automatic pass type shot blasting machine





















 Equipment On-site Maintenance
Equipment On-site Maintenance  Spare Parts Supply Management Service
Spare Parts Supply Management Service  Maintenance And Remanufacturing
Maintenance And Remanufacturing  Full Life Cycle Specialization Package Service
Full Life Cycle Specialization Package Service  Easy-to Equipment
Easy-to Equipment  Fluid Service Center
Fluid Service Center